

隨著科學技術的日益進步,超精密加工(gōng)技術也得到了飛速發展(zhǎn),具有複雜麵型的微(wēi)結(jié)構元件被廣泛地應(yīng)用於軍事、高科技裝備、光纖通(tōng)訊等諸多領(lǐng)域。這類元件結構(gòu)複雜,並且加(jiā)工精度要求(qiú)很高,用傳統的加工方法已很難滿足加(jiā)工需求。隨著技術的不斷進步,湧現(xiàn)出很多種超精密(mì)加工方法,能夠加工出滿足(zú)需求的微結構(gòu)表麵,如光刻蝕加工(gōng)、微細磨削加工、激光加工、快刀伺服等。這些方法都有各自的優缺點(diǎn),其中快刀伺(sì)服是比較經典(diǎn)的超精密加工技術,是微結構車削加工研究的熱點之一。
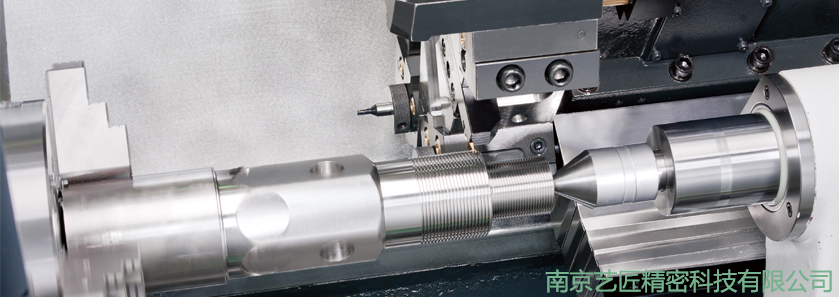
快刀伺服加工是指在車削加工過程(chéng)中,借助與安裝在Z軸上的快刀伺服微進給機構(gòu)驅動(dòng)刀(dāo)具作高頻響、小幅值的軸向(xiàng)快速進給運動,並與高精度的(de)回軸和徑向進給相配合,完成這個車削(xuē)加工過程。與(yǔ)Z軸一般(bān)幾(jǐ)十赫茲的進刀頻率相比,快刀伺服微進給機構的進刀頻(pín)率(lǜ)可以達到幾千赫茲甚至更高,從而大大提高了加(jiā)工效率。
與其它超精密加工方式相比(bǐ),快(kuài)刀(dāo)伺服車削加工(gōng)技術具有高頻響、高效率的特點,一次加(jiā)工就(jiù)能夠得到高(gāo)麵型精(jīng)度的複(fù)雜微結構表麵,適用於光學元件等微結構元件(jiàn)的高效優(yōu)質加工。
快刀伺服(fú)車削加工要求高頻響、高精度(dù)的微進給,目前微進給機構的驅動(dòng)方式主(zhǔ)要以壓電陶瓷驅動。壓電陶瓷(cí)驅動的快刀伺服具有響應速度快、加速度高、頻響範圍寬、易(yì)於控製等諸多優(yōu)點(diǎn)。
快刀伺服(fú)微進給機構是快刀伺服加工係(xì)統中非常重要的(de)部件,作為高速高精度位移輸出機構(gòu),其性能的好壞對快刀伺服加(jiā)工的微結構表麵質量(liàng)有直接影響(xiǎng)。芯明(míng)天科技設(shè)計研發的P92、P93係列壓電快(kuài)速刀具定位器,具有承載力大、響應(yīng)速度快、頻率範圍(wéi)寬、納米級精度的優點,是快刀伺(sì)服的(de)首選產品。
芯明天壓電快刀定(dìng)位器
芯明天具有近20種專為(wéi)快刀伺服微(wēi)加工(gōng)而設計的快(kuài)速刀具定位台,它們有著位移、頻率、閉環方式、出力、驅動電壓、外觀結構等性能的差別。
在(zài)位移參(cān)數上,由十幾微米(mǐ)到百微米以上(shàng)的行程範圍,不同的位移下工作頻率也不(bú)同。
例如,芯明天P92.X20S快速刀具(jù)定位(wèi)台,在18μm行(háng)程下,工作頻率可達95Hz;在9μm行程下,工(gōng)作頻率可達(dá)190Hz;而在1μm行程下,工作頻率達600Hz。
芯明天壓電快速刀具定位台有多種閉環方式可選,如電容式、電感式、應變式閉環,也可采用外部閉環的控製方式。閉環方式的不同影響著(zhe)快速刀具定(dìng)位台(tái)的控(kòng)製精度、工作頻率及成本等因素。
P92.X20係列快速(sù)刀具定位台
行程:18μm
驅動電(diàn)壓:0~150V
承載能力:300g
閉環方式可選(xuǎn)
P92.X25係列快速刀具定位台
行程:23μm
空載諧頻頻率:3000Hz
出力:1000N
閉環方式可選
P92.X40係(xì)列快速刀具定位台
行(háng)程:40μm
驅動電壓:0~1000V
出力:3000N
定製散熱孔
P92.X70係列快速刀具定位(wèi)台
行程(chéng):75μm
定位精度:0.01%F.S.
定製防塵(chén)防液滴型
閉環方式可選(xuǎn)
P93.X70係列快(kuài)速(sù)刀具定位(wèi)台
行程:81μm
承載能力:20kg
分辨率:達3nm
閉環方式可選
芯(xīn)明天快速刀具定位台應用案例
導光板(bǎn)加工;
光學元件車削加工;
P93快刀台與手調台結合(hé)超精密(mì)加工;
定製散(sàn)熱裝置的快速刀具(jù)定位台。
