

【精密(mì)與超精密加工】湖南科技大學陳冰副教授等:鎢合金的(de)磨削加工去除機理
1. 鎢合金的(de)磨削加工去除機理.pdf
為解決鎢合金磨削加工去除機(jī)理不明晰的問題,本(běn)文基於單磨粒刻劃有限元仿真、單磨粒刻劃和磨削加工實驗,探究了(le)鎢合金的磨削加工去除機理,發現鎢(wū)合金的兩相特性使得磨削表麵(miàn)的(de)去除特征較複雜,存在塑性變形、微裂紋、微卷起、卷起、裂(liè)紋和兩相交融等脆塑(sù)性並存(cún)的特征。
關鍵詞:鎢合(hé)金(jīn);單顆磨粒;刻劃;有限元(yuán);去除特征;磨削機(jī)理
論(lùn)文配圖
刻劃切(qiē)出(chū)端
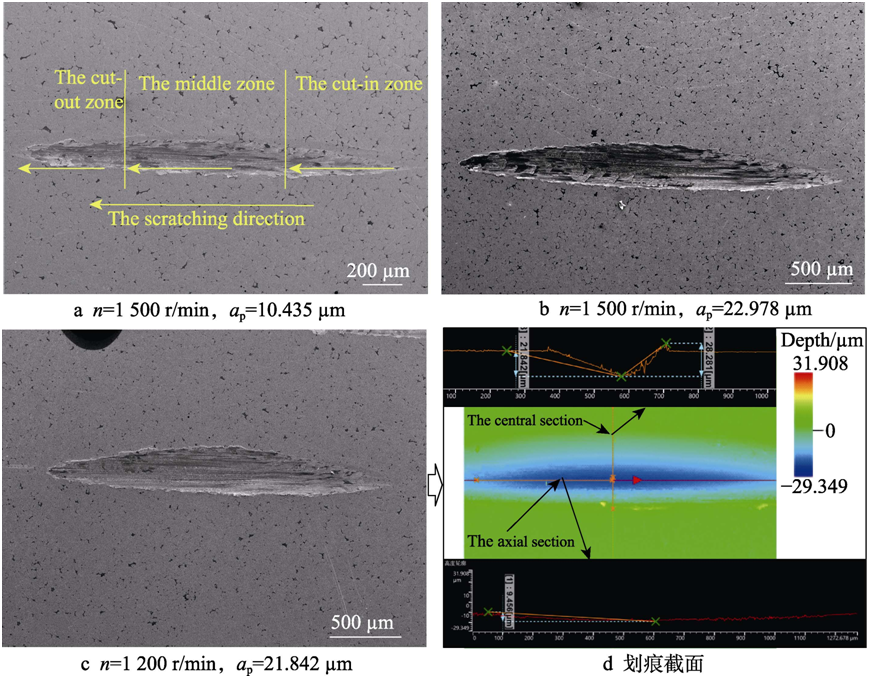
切出端形貌
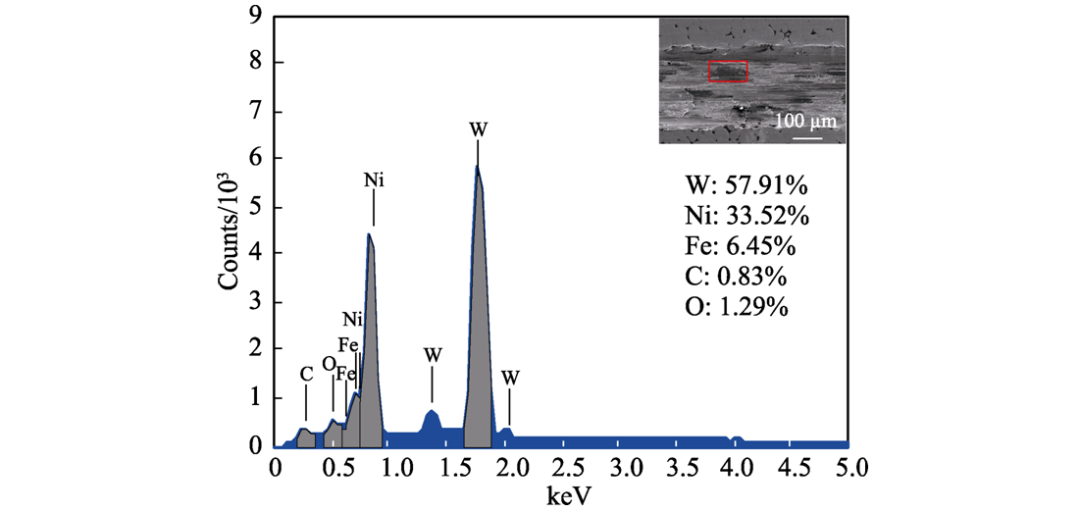
混雜交融區域(yù) EDS 檢測結果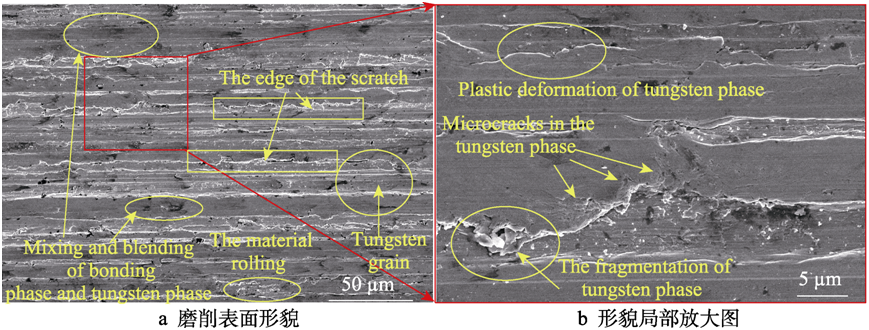
鎢(wū)合金磨削表麵形貌
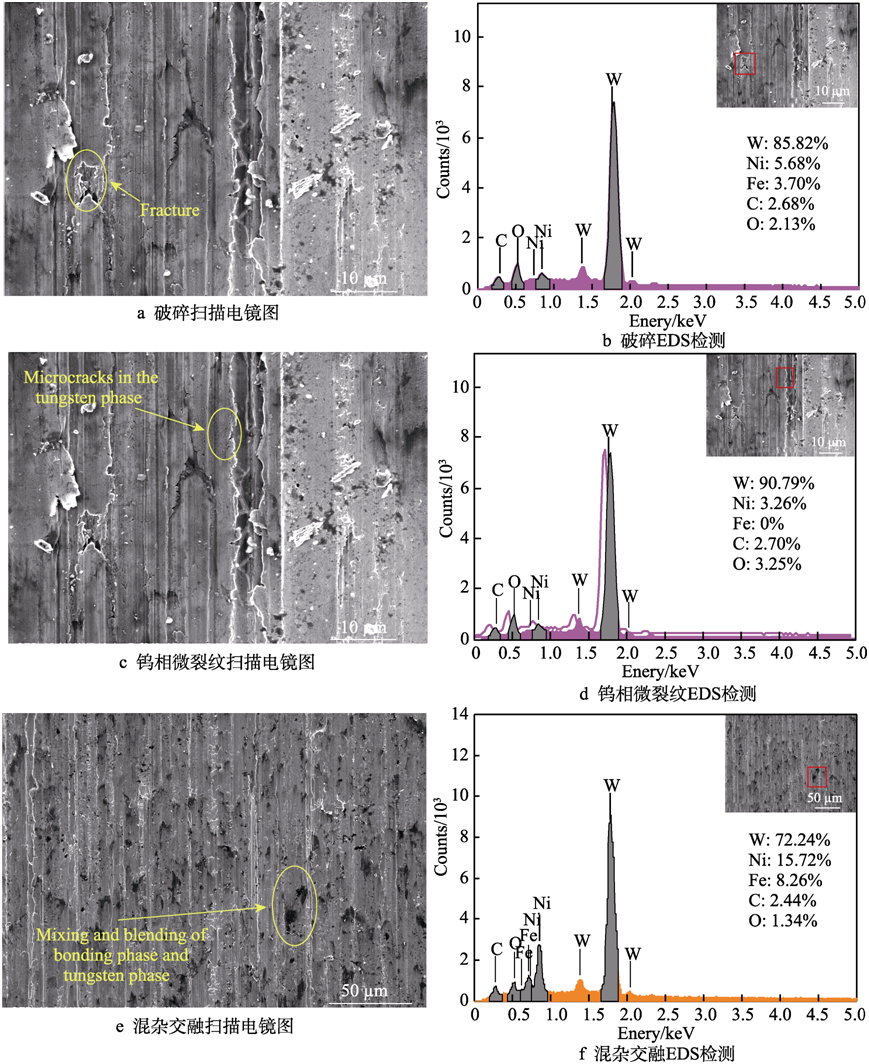
鎢(wū)合金磨削形貌(mào)特征(zhēng)
結論
結合有限元仿真、單磨粒刻劃實驗及磨(mó)削加工(gōng)鎢(wū)合金實驗,共同揭示了鎢合金的磨削加工去除(chú)機(jī)理,得到如(rú)下結論(lùn)。
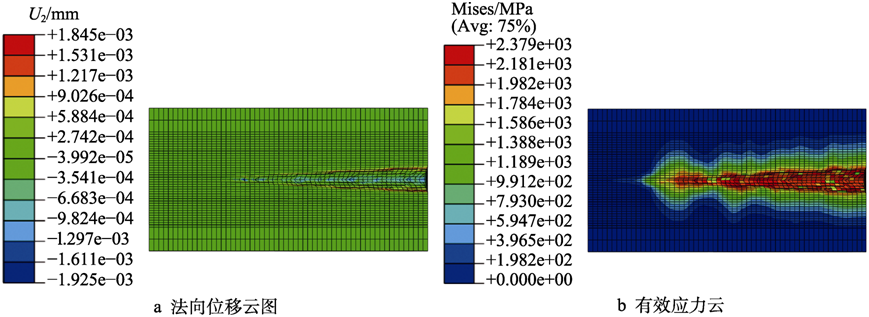
1)在(zài)刻(kè)劃鎢合金有(yǒu)限元仿真(zhēn)中(zhōng),不同的刻劃階段表現出不同的去除特征。在切入端,材料主要發生了彈塑性(xìng)變形;在劃痕中段,劃痕深(shēn)度和寬度逐漸增大,並(bìng)沿著刻劃的方向劃痕(hén)內部應力變(biàn)大;在切出端,材料發生了彈塑性變形(xíng),但是相對於切入端,其形貌較差。
2)單磨粒刻劃鎢合金在不同刻劃階段的形貌有所不同。在切入端,材料依次發生了塑性(xìng)變形,在劃痕兩側形成隆起、微裂(liè)紋,鎢相與黏結相的混雜交融,即將(jiāng)進入去除階段;在劃痕中段,主要以(yǐ)材料去除為主,出現了材料的微(wēi)卷起和(hé)材(cái)料卷起現(xiàn)象,沿著刻劃方向卷起現象越嚴重,實驗現象與仿真現象吻合;相較於切入(rù)端,切出端材料的(de)卷起形貌發生惡化,實驗
現象與仿真吻合,並(bìng)在劃痕邊緣和尾部(bù)均出現了“飛(fēi)邊”現象。
3)在鎢(wū)合金不同相位的材料去除(chú)特征也不同。在鎢相,既有(yǒu)脆性特征,也有塑性特征。在黏結(jié)相,刻劃深度較淺時主要呈現塑性變形、塑性流動等特征,刻劃深度較大時主要呈現與鎢相的混雜和交融,且混雜交融區未(wèi)出現材料卷起,說明混雜交融區(qū)有(yǒu)利(lì)於改善(shàn)表(biǎo)麵質(zhì)量。在相界處會阻斷去除特征的傳遞,使得相鄰鎢顆粒呈現出不同的損傷或者去除(chú)特征。
4)磨削後鎢合金表麵出現了單顆粒刻劃劃痕上的所有去除特征,與單顆粒劃痕去除特(tè)征吻合。不同的是,磨削後的劃(huá)痕底部出現了區域(yù)性和放射狀裂紋,並通過截(jié)麵顯微法和 EDS 檢測技術探(tàn)究了裂紋的成因及擴(kuò)展情況。
引文格式(shì)
陳冰, 李順順, 劉國躍, 等. 鎢合金的磨削加工去除機理[J]. 表麵技術, 2023, 52(4): 304-318.
CHEN Bing, LI Shun-shun, LIU Guo-yue, et al. Grinding Removal Mechanism of Tungsten Alloy[J]. Surface Technology, 2023, 52(4): 304-318.
