

關鍵詞:精密加工技術,超(chāo)精密加工,南京精密加工廠
超精密加工技術是現代高技術戰爭的重要(yào)支撐技術,是現代高科技產業和科(kē)學技術的發展基(jī)礎,是現代製造科學的發(fā)展方向。
現代科(kē)學技術的發展以試驗為基礎,所需試驗儀器和設備幾乎無一不需要超(chāo)精密加工技術的支撐。由(yóu)宏觀製(zhì)造進入微觀製造是未來(lái)製造業發展趨勢之一,當前超精密加(jiā)工已進入納米尺度,納米製造是超精密(mì)加工前(qián)沿的課(kè)題(tí)。世(shì)界發(fā)達國家均予以高度(dù)重視。
01超(chāo)精密加工(gōng)的發展階段
目前的(de)超精密加工,以不改變工件材料物理特性為前(qián)提,以獲得極限的形狀精度、尺寸精度、表麵粗糙(cāo)度、表麵完整性(無(wú)或(huò)極少的表麵(miàn)損傷,包括微裂紋等缺陷、殘餘應力、組織變化)為目標。
超精密加工的研究內(nèi)容,即影響(xiǎng)超精密加工(gōng)精度的各種因素包括:超精(jīng)密加工機理(lǐ)、被加工材料、超精密加工設備、超精密加工工具、超(chāo)精密加工夾具、超精(jīng)密加工的檢測與誤差補償(cháng)、超精密加工環境(包括恒溫(wēn)、隔振、潔淨控製等)和超精密加工工藝等。一直以來,國(guó)內外學者圍繞這些內容展開了(le)係統的研究。超精密加(jiā)工(gōng)的發展經曆了如下三(sān)個(gè)階段。
1)20世紀50年代至80年代,美國率先(xiān)發展了(le)以單點金剛石(shí)切削為代表的超精密加工技術,用於航天、國防(fáng)、天文等領域激光(guāng)核聚(jù)變反射鏡、球麵、非球麵大型零件的加工。
2)20世紀80年代至90年(nián)代,進入民間工(gōng)業的應用初期。美國的摩爾公司、普瑞泰克(kè)公司,日本的東芝和(hé)日立,以及歐洲的克蘭菲爾德等公(gōng)司在政府的支持下,將超精密加工設(shè)備的商(shāng)品化,開始(shǐ)用於民用精密光學鏡頭的(de)製造。單(dān)超精密加工設備依(yī)然稀少而昂貴,主要以專用機的形式訂製。在這一時期還(hái)出現(xiàn)了可加工硬質金屬和硬脆(cuì)材料的超精密金剛石磨削技術及磨(mó)床,但其加工效率(lǜ)無法和金剛石車床相比。
3)20世紀90年代後,民用超精密加工(gōng)技術逐漸成熟。在汽車、能源、醫療器材、信息、光電和通信等(děng)產業的推動下,超精密(mì)加工技術廣泛(fàn)應用於非球麵光學鏡片、超(chāo)精密模具(jù)、磁盤驅(qū)動器(qì)磁頭、磁盤基板、半導(dǎo)體基片等零件的加工。隨著超精密加(jiā)工設備的相關(guān)技術,例如精密主軸部(bù)件、滾動導軌、靜壓導軌、微量進給驅(qū)動裝置、精密數控係(xì)統、激光精密檢測係統等逐漸成熟,超精密加工設備成為工業界常見的生產設備(bèi)。此外,設備(bèi)精度也逐漸(jiàn)接近納米級水平、可加工工件的尺寸範圍也變得更大,應用越來越廣泛。隨著(zhe)數控(kòng)技術的發展,還出現了超精密五軸銑削和飛切技術。已經(jīng)可以加工(gōng)非軸對稱非球麵等複雜零件。
02國外超精密加工的發展(zhǎn)情況
超精密(mì)加工(gōng)技(jì)術在國際上處於領先地位的國家有美(měi)國、英國和(hé)日(rì)本。這些國家的超精密加(jiā)工技術不僅總體成套水平高,而(ér)且商品化的程度也非常高。
美國50年代末(mò)發展了金剛石刀具的超精密切削技術,稱為(wéi)“SPDT技術”(Single Point Dia-mond Turning)或“微英寸技術”(1微英寸=0.025μm),並發展了相應的空氣軸承主軸的超精密機(jī)床,用於加工激光核聚變反射鏡、戰術導彈及載人飛(fēi)船用球麵、非球麵大型零件等。
在(zài)大型超精密機床方麵,美國的(de)LLL國家實驗室於1986年研製(zhì)成功兩台大型超精金剛石車床:一(yī)台為加工直徑2.1m的(de)臥式DTM-3金剛石車床,另(lìng)一台為加工直徑1.65m的LODTM立式大型光學金(jīn)剛石(shí)車床。其中,LODTM立(lì)式大型光學金剛石車床被公認為世界上精度最高的超精密機床。美國後來又研製出大型6軸數(shù)控精密研磨機,用於大型光學反射鏡的精密研磨加(jiā)工。
英國克蘭菲爾德技(jì)術學院所屬的克蘭菲爾德精密工程研究(jiū)所(簡稱CUPE)是英國超精密加工技(jì)術水平的獨(dú)特代(dài)表。如CUPE生產的Nanocentre(納(nà)米加工中心)既可進行超精(jīng)密車削,又帶有磨頭,也可進行超精密磨削,加工工件的形狀精度可達0.1μm,表麵粗(cū)糙度Ra<10 nm。
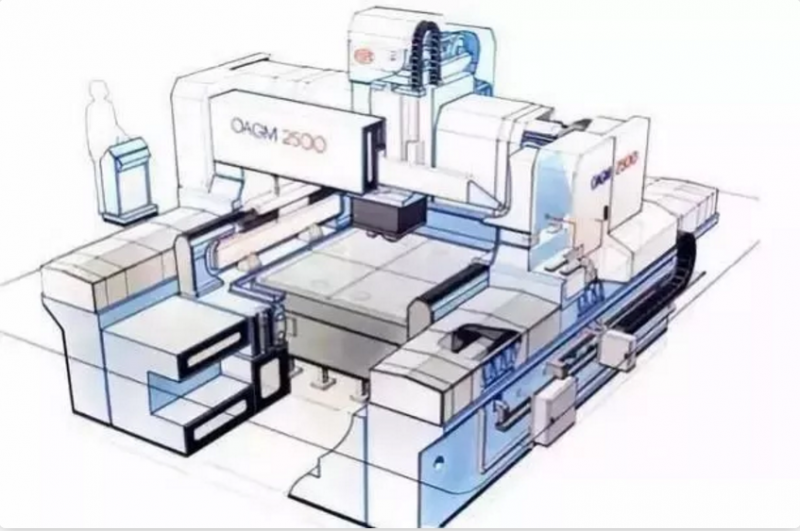
Cranfield精密加(jiā)工中心於1991年研製成(chéng)功OAGM-2500多功能三坐標(biāo)聯動數控磨床(工作台麵積(jī)2500mm×2500mm),可加工(磨削、車削)和測量精(jīng)密自由曲麵。該機床采用加工件拚合方法,還可加工出(chū)天文望遠鏡中直徑(jìng)7.5m的大(dà)型反射鏡。
日本對超精密加工技術的研究相對於美、英來說起步較晚,但是當今世界上超精密加工(gōng)技術發展最快的國家。
03我國超精密加工的發展情況
在過去相當長一段時期,由於受到西方國家的禁運限製,我國進口國外超精密機床(chuáng)嚴重受(shòu)限。但當1998年我國自己的數控(kòng)超精密機(jī)床研製成功後,西方國家馬上對我國開禁,我國現在已經進口了多台超精密(mì)機床。
我國北京機床研究所、航空精密機械研究所(航空303)、哈(hā)爾濱工業大學、國防科技大學等單位現在已能生產若幹種超精密數控金剛石機(jī)床(chuáng)。
北京機床研究所是國內(nèi)進行超精密加工技術研究的主要單位之一,研製出了(le)多種不同類型的超精密機床、部件和相關的高精度測試儀器等,如精(jīng)度達0.025μm的精(jīng)密(mì)軸承(chéng)、JCS—027超精密車床、JCS—031超精密銑床、JCS—035超精(jīng)密車床、超精密車(chē)床數控係統(tǒng)、複印機感光鼓加工機床、紅外大功率激光反射鏡、超精密(mì)振動-位移測微儀(yí)等,達到了國內領先、國際(jì)先進水平。
NAM-800 型納米數(shù)控車床是北京機床研(yán)究(jiū)所最新一代的納米級(jí)加工機床。它是當今數控技術、伺服技術(shù)、機械製造技(jì)術完美的統一。該機床為我國最前沿的科技發展提供了良好的加工(gōng)手(shǒu)段。
航(háng)空精密機械研究所在超精密主軸、花崗岩坐標測量機(jī)等方麵進行了深入研究及產品生產。哈爾濱工(gōng)業大學在金剛石超精密切削、金剛石刀具晶體定向和刃磨、金剛石微粉砂輪電解(jiě)在線修整技術等方麵進行了卓有成效的研究。
清華(huá)大學在(zài)集成電路(lù)超精密加工設備、磁盤加工及檢測設備(bèi)、微位移(yí)工作台、超精密砂帶磨削和研拋、金剛石微粉砂輪超(chāo)精密磨削、非圓截麵超精密切(qiē)削(xuē)等方麵進行了深入研究,並(bìng)有相應(yīng)產品(pǐn)問世。
此外, 中科院長春光(guāng)學精密機械與物理研究所、華中理工大學、沈陽第一機床廠、成都工具研究所、國防科技(jì)大學等都進行了這一領域(yù)的研究, 成績顯著。
但總的來說, 我國在(zài)超(chāo)精密加工機床的效率、精度、可靠性(xìng), 特別是規格(大尺(chǐ)寸) 和技術配套性方麵與國外相(xiàng)比, 與生產實際要求相比, 還有相當大(dà)的差距。另外,複雜曲麵的精密加工也一直是我國製造業發(fā)展的壁壘,而(ér)製造業的發(fā)展(zhǎn)關係著國家經濟的(de)長遠發展問題(tí),仍(réng)需投入大量的研究。
04精密加工的發展趨勢
(1)高精度、高效率
高精度(dù)與高效率是超(chāo)精密加工永恒的主題。總的來說,固著磨粒加工(gōng)不斷追求著遊離磨粒(lì)的加工精度,而遊離磨粒加工不(bú)斷追求的是固著磨粒加(jiā)工的效率。當(dāng)前超精密加技(jì)術如CMP、EEM等雖能獲(huò)得極高的表麵質量和表麵完整性,但以犧牲加工效率為保(bǎo)證。超精密(mì)切削(xuē)、磨削技術雖然加工效(xiào)率高,但無法獲得如CMP、EEM的加工精(jīng)度(dù)。探索能兼顧效率與精(jīng)度的加工方法,成為超精密加工領域研究人員(yuán)的目標。半固著磨粒(lì)加工方法的出(chū)現即體現了這一趨勢。另一方麵表現為電解磁力研磨(mó)、磁流變磨料流加(jiā)工等複合加工方法的誕生。
(2)工藝整合化
當今企業間的競爭趨於白熱化,高生(shēng)產效率越來越成為企業賴以生存的條件。在這樣的(de)背景下,出現了“以磨代研”甚至“以磨代(dài)拋”的呼聲。另一(yī)方麵,使用一台設備完成多種加工(如車削、鑽削、銑削、磨削、光(guāng)整)的趨勢越來越明顯。
(3)大型化、微型化
為加工航空、航天、宇航等領域需要的大型光電子器件(如大型天體望遠鏡上的反射鏡),需要建立大型超精密加工設備(bèi)。為加工微型電(diàn)子機械、光電(diàn)信息等(děng)領域需要的微型器件(如微型傳感器、微型驅動元(yuán)件等),需要微型(xíng)超精密加工設備(但這並(bìng)不是說加工微小型工件一定需(xū)要微小型加工設備)。
超精密(mì)加工技術(shù)正迎來(lái)一個(gè)繁榮的(de)時代。超精密切削、超精密磨削、超精密研磨與(yǔ)拋光技(jì)術已取得(dé)長足的進展,加工後工件表麵精度可達納米級或亞納米級,並且加工方(fāng)法(fǎ)日趨多樣化。在流量計傳感器(qì)的生產製造中,為了達到產品的高精度測量,精(jīng)密加工技(jì)術保證了產品的加(jiā)工精度。
